









Precision and reliability, powered by radar sensing
By Linpowave Engineering Team
The accuracy of liquid storage systems directly affects both productivity and safety.
Just a few seconds can be the critical factor between seamless operations and expensive overflow when a sensor signal lags or drifts. Timely responses are essential to prevent costly disruptions.
In environments characterized by steam, foam, or high pressure, conventional ultrasonic and contact-type probes often struggle to deliver accurate results. This limitation can significantly impact the effectiveness and safety of critical processes.
Millimeter-wave radar sensors deliver exceptional accuracy without the need for contact, ensuring reliable performance even in the most demanding environments.
The Linpowave LPLM80 radar showcases cutting-edge FMCW (Frequency-Modulated Continuous Wave) technology, expertly leveraging the 76-81 GHz frequency band for superior performance.
The device boasts a precise 6° beam angle and advanced echo processing technology, allowing it to measure distances from 0.2 m to 60 m with a remarkable accuracy of ±0.1 m. The LPLM80 is engineered for exceptional reliability, enabling facilities to prevent overfilling, protect valuable assets, and maintain uninterrupted operations. With this innovative solution, you can enhance efficiency and ensure peace of mind in your operations.
Millimeter-wave level measurement.
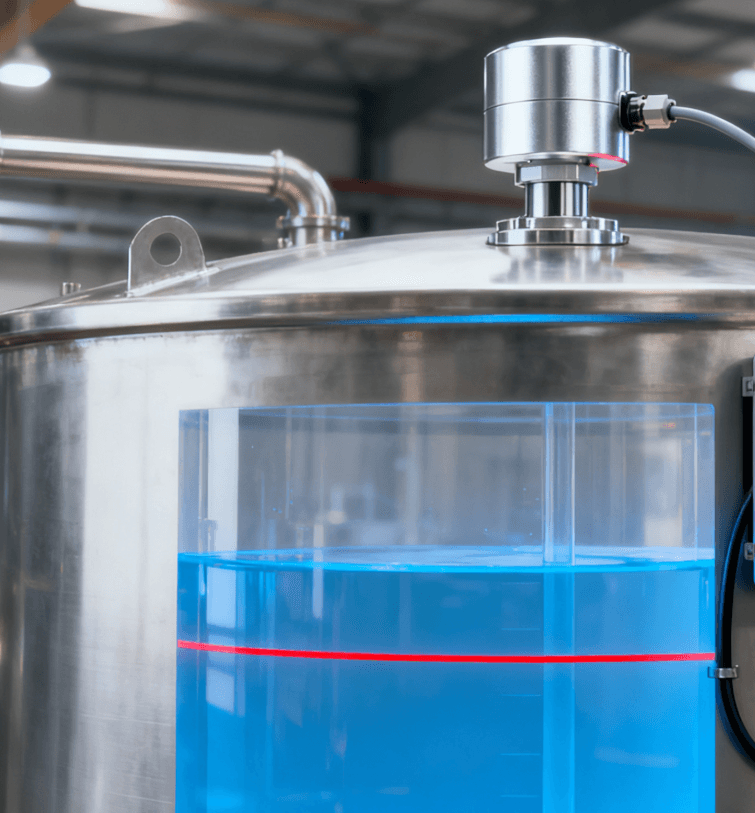
The LPLM80 is installed on the top of a tank, where it emits high-frequency electromagnetic waves and receives reflected signals from the surface of the liquid. It calculates the liquid level in real time by measuring the time delay between transmission and reception of these signals.
The 77 GHz radar, with its short wavelength, ensures high resolution while minimizing false echoes caused by internal structures.
Even in the presence of foam or vapor, the radar beam provides a clear return signal, resulting in stable and accurate readings.
The anodized aluminum casing, measuring Φ77 × 86 mm, is expertly designed to provide exceptional resistance to humidity and corrosion, ensuring durability and longevity in even the harshest environments.
The sensor is ideal for chemical plants, refineries, and water management systems, thanks to its operating temperature range of -40°C to +125°C and a typical power consumption of 1.5 W.
Signal processing and system integration.
The advanced echo recognition algorithm in the LPLM80 effectively eliminates unwanted reflections from tank walls, agitators, and piping, ensuring unparalleled accuracy and reliability in measurements.
Multi-frame averaging significantly improves signal-to-noise ratio, resulting in clearer and more reliable data. Meanwhile, dynamic refresh intelligently adjusts sampling speed to match changing process conditions, improving performance and accuracy.
The standard RS422 interface, operating at an impressive 921,600 bps, seamlessly integrates with control systems for enhanced performance. With optional outputs for CAN or TTL, you gain unparalleled flexibility for connecting to PLC or IoT networks, adapting to your specific needs. Each data frame is preceded by a reliable fixed header of 0xEB 90, followed by precise distance data and a checksum that guarantees robust error protection. This combination not only ensures accuracy but also increases overall system reliability.
When the liquid level exceeds a predetermined threshold, the control logic can swiftly activate pump shutdown or valve closure, ensuring safety and efficiency in operations.
Utilizing basic measurements to enable proactive protection.
Application Examples:
Chemical storage tanks
Steam layers in ammonia or alcohol tanks can significantly distort ultrasonic signals, leading to inaccurate measurements. Fortunately, the LPLM80's advanced millimeter-wave radar expertly penetrates vapor, guaranteeing precise readings and effectively preventing overfilling during filling cycles. This innovative technology ensures safety and efficiency in your operations.
Fuel and oil terminals.
Detecting levels can be challenging in the presence of fog, condensation, and metallic structures. However, the LPLM80 stands out with its precision-engineered 6° beam angle, expertly designed to minimize interference from floating roofs and guide rails. This advanced device ensures accurate data delivery, even in extreme temperatures as low as -40 degrees Celsius, making it a reliable choice for demanding environments.
Water treatment and flood prevention
During heavy rainfall, radar level sensors linked to IoT gateways deliver real-time data to flood control platforms, dramatically cutting response times from minutes to mere seconds. This rapid information flow empowers faster, more effective decision-making in critical situations, ultimately saving lives and minimizing damage.
Food and Pharmaceutical Manufacturing
The innovative non-contact design eliminates the risk of contamination, while the anodized aluminum surface ensures effortless cleaning. This combination makes it an ideal choice for sanitary applications that demand reliable, maintenance-free operation.
Guidelines for installation
To ensure exceptional performance, it is vital to adhere to key installation principles. Following these guidelines will significantly enhance the effectiveness of your setup.
-
Position the sensor perpendicular to the liquid surface.
-
Maintain a minimum distance of 20 cm from the tank's wall.
-
Obstacles such as ladders or inlets should be avoided in the beam path.
-
Cable bending requires a clearance of at least 96 mm.
-
Use a DC power supply with an output capacity of at least 5 W and a voltage range of 9-28 V.
Once properly installed, the sensor requires no calibration and minimal maintenance. Stable alignment and clean wiring usually ensure many years of reliable service.
Overview of technology
| Parameter | Specification |
|---|---|
| Frequency range | 76–81 GHz |
| Measuring range | 0.2–60 m |
| Accuracy | ±0.1 m |
| Beam angle | 6° |
| Interface | RS422 (default), optional CAN / TTL |
| Power supply | DC 9–28 V |
| Power consumption | 1.5 W |
| Operating temperature | −40 °C to +125 °C |
| Housing material | Anodized aluminum |
| Dimensions | Φ 77 × 86 mm |
Maintenance and troubleshooting
Because of the non-contact design, cleaning and calibration are not necessary.
If abnormal readings appear, check the following:
-
Alignment with the liquid surface.
-
Supply voltage within 9–28 V.
-
Cable connections and baud rate settings.
-
Potential interference sources near the tank.
The LPLM80 can run for more than five years under normal operating conditions.
Frequently Asked Questions (FAQ)
Q1: What is the measuring range and accuracy?
0.2 m to 60 m, with typical accuracy ±0.1 m.
Q2: Can it operate in high-temperature or humid environments?
Yes. The working range is −40°C to +125°C, suitable for steam or outdoor conditions.
Q3: What communication protocols are available?
RS422 by default; CAN and TTL options are available for system integration.
Q4: Does it require maintenance?
No. The radar sensor is non-contact and has no moving parts, ensuring long-term stability.
Q5: How can I troubleshoot if no signal is received?
Verify power supply, wiring polarity, and baud rate settings. Ensure the antenna faces the liquid directly and that no obstructions exist in the beam path.
Conclusion
In industrial environments, reliability is often more important than precision on paper. The Linpowave LPLM80 integrates high-frequency FMCW radar with a compact structure and intelligent echo processing to achieve both.
From chemical storage and fuel terminals to municipal water systems, the LPLM80 is your ultimate solution for preventing overfills, minimizing downtime, and ensuring operational safety. This sensor is designed for real-world conditions to provide exceptional consistency and reliability when you need it the most. Invest in the LPLM80 and elevate your operational efficiency to new heights.
Learn more:
👉 https://linpowave.com/products/liquid-level-series